

想要更直观地了解无缝钢管,厚壁无缝钢管品质卓越产品吗??产品视频,带你走进产品世界
以下是:无缝钢管,厚壁无缝钢管品质卓越的图文介绍

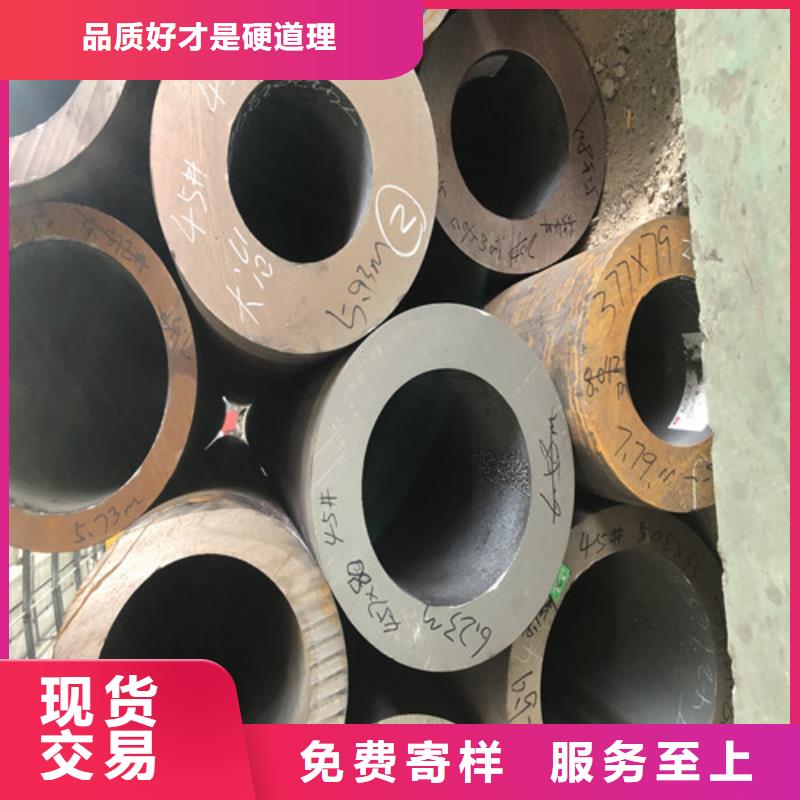
通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用材质。 首先来说20#和45#钢的c、Si、Mn、P、S含量不同,45要高于20#钢,你可以买本钢材只是手册看一下。20#钢淬透性、淬硬性低、塑性、韧性、焊接性好,热轧或正火后韧性更好,可制作不太重要的中、小型渗碳、碳氮共渗件、锻压件,如杠杆轴、变速箱变速叉、齿轮,重型机械拉杆、钩环等。45#钢是常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理,主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。 它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用钢管材质。 普通冷拔无缝钢管与精轧无缝钢管的区别在于 1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。 2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。


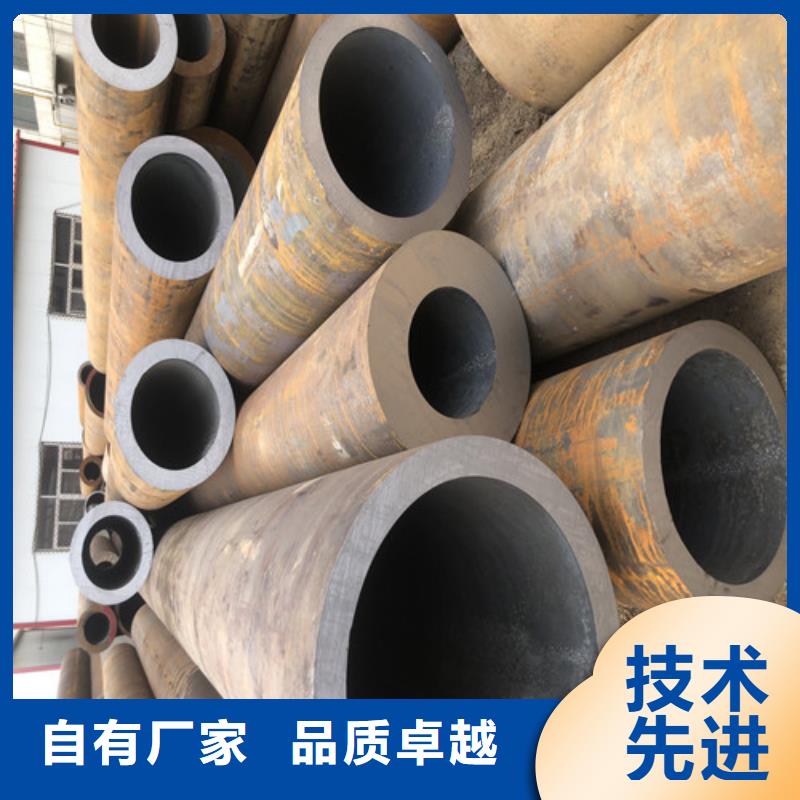
精密无缝钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。在喷射处理时,由于承压流体输送用螺旋缝高频(Induction Heating)焊钢管表面不含油脂等污垢,可增强除锈(rust cleaning)的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧(Oxygen)化皮的分离,使除锈后的 低压流体输送用焊接钢管表面更加洁净。 喷射除锈(rust cleaning)是通过大功率(指物体在单位时间内所做的功的多少)电机带动喷射叶片高速旋转(rotate),使钢砂、钢丸、铁丝段、矿物质(material)等磨料在离心力作用(role)下对钢管表面进行喷射处理(processing),不仅可以彻底(thorough)(clear away)铁锈、氧化(oxidation)物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀(jūn yún)粗糙度。精密无缝钢管 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。



精密无缝钢管酸洗概述: 利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO 等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。 精密无缝钢管酸洗常用介质:硫酸、硝酸、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。 精密无缝钢管酸洗工艺 主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的阿铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。



慈溪东环管业有限公司成立以来,一直秉承着“合作共赢,共创未来”的服务宗旨,以“海纳百川,包容天下”的恢弘气魄和“立足创新,技术精炼”的追求精神,尽力尽情尽心的完善 慈溪厚壁无缝钢管产品品质,以此公司的服务满意度.



接连油管是一种单根长度达几千米并可重复曲折、完成多次塑性变形的新式石油管材。接连油管及其工作配备被称作“全能工作机”,在国外如美国、加拿大等 ,接连油管已成为油田工作中必不可少的石油配备。当前长接连油管是9000m长,关于这种特别油管制作的核心技术是: 1、化学元素 因为严厉的执役环境,对接连油管资料力学功能和抗腐蚀功能有较高的需求,要对资料的化学成分优化规划,还有必要对锻炼、轧制等完成全流程洁净化操控,尽量减少搀杂物和S、P等有害元素含量。 2、加工 因为位错增殖等缘由导致的加工硬化和包申格效应一起作用后,管体强度的改换规则加以操控。 3、热处置 经过对管体热处置,完成安排和功能的 操控,特别是高强度与高塑性以及低的剩余应力。 4、焊接技能 对低碳微合金钢,当前主要选用HFW焊接技能,需求研讨 焊接技能参数(如电流、电压、频率、焊接速度、成形角、挤压量等),研讨焊缝以及焊缝热处置技能。 5、板材对接 要完成HFW焊管接连出产,有必要先将板材接长,当前板材对接主要选用TIG、MAG和等离子焊接等办法。正在研讨的办法是拌和摩擦焊办法。 6、管材对接 接连油管在使用过程中可能会形成有些损害,有必要将损害或缺点有些切除去,并经过焊接将管子连接起来。传统的对接办法通常选用手艺TIG焊,焊接质量难以操控,当前使的是全自动焊接技能。 7、新制作技能 如CVR技能,即选用同一规范的管坯的接连管,在线经过中频感应加热到940℃,经过热机械轧制,一方面完成HFW焊缝优化或无缝化,另一方面完成变壁厚或变径。别的,还有特别用不锈钢接连管激光焊接技能等


